ProfiRumpf - Production technology for lightweight structures made of fibre-metal laminates in aircraft fuselages
ProfiRumpf - Production technology for lightweight structures made of fibre-metal laminates in aircraft fuselages
ProfiRumpf
The use of fibre-metal laminates made of glass fibre-reinforced plastic and aluminium offers significant advantages over a fuselage skin panel made of monolithic aluminium materials due to its low fatigue, high damage tolerance and residual strength. This hybrid material is already being used on the upper fuselage shells of the Airbus A380 wide-body aircraft. But that's not all: through the further development of the materials used and a new construction method, very thin FMLs with a 50% lower skin thickness compared to the state of the art are to be realised in the Airbus A380 in the future. In addition to the aforementioned advantages, this will also reduce weight and make the material interesting for next-generation aircraft. A new process chain for the first automated fuselage shell production of these thin FML components is at the centre of DLR's research work, particularly with regard to the skin panel dimensions on a scale of 1:1.
The scope of DLR's work can be summarised as follows:
The overall process work package includes the consolidation of the individual technologies for the automated and quality-assured production of FML components and all the necessary preparations as well as the identification of optimisation potential in the overall process chain.
The handling of the aluminium foils to build up the preform is the aim of the Aluminium Deposition work package. To this end, a gripper system is to be designed and constructed that can flexibly and scalably cover any geometries and sizes. The aluminium foils are handled by two cooperating robots. The process to be developed also includes logistics and transfer of the blanks (pick-up, transport, deposit). Particular attention is paid to the integrability into the overall process and safeguarding through sensibly selected quality assurance (QA) measures, which are described in detail in WP 3.4 Process monitoring and process analysis of the production of FML components.
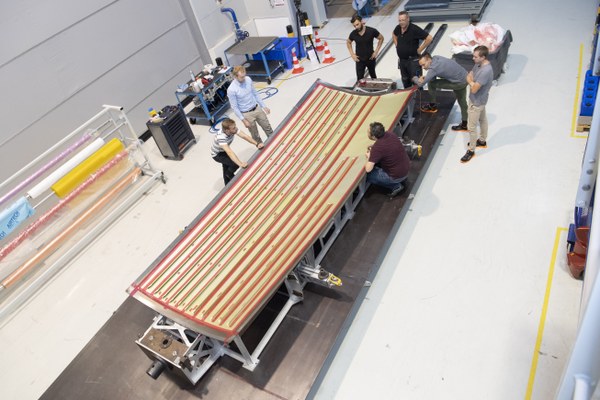
In the work package New development & presentation of the deposition and curing process chain, the automated deposition of the glass fibre prepreg material with the production technologies Automated Tape Laying (ATL) and Automated Fiber Placement (AFP) is examined with regard to processability, accuracy and deposition strategies. In addition, two production demonstrators with double-curved component geometries will be manufactured to demonstrate the suitability of the technologies for this application.
The deposited and stiffened FML skin is then joined together to form a panel in a simulation- and sensor-supported curing process (one-shot bonding process).
Within the work package process monitoring and process analysis of the production of FML components, the concept development and implementation of an inline quality assurance concept for the aluminium and glass fibre prepreg deposition as well as for the curing process is carried out. This work also includes the in-situ recording of the deformation, elongation and topography of the FML structure in order to derive a method for determining residual stresses.
While inline QA is developed and integrated for the individual steps in the production process of FML components, the final component is tested non-destructively. The work is focussed on the automated evaluation of the measurement data collected, which should significantly reduce the previous manual effort.
In the material mechanical characterisation work package, FML variants with biaxial testing at coupon level are examined with regard to their blunt-notch strength in order to derive design criteria for riveted joints in the aircraft fuselage.
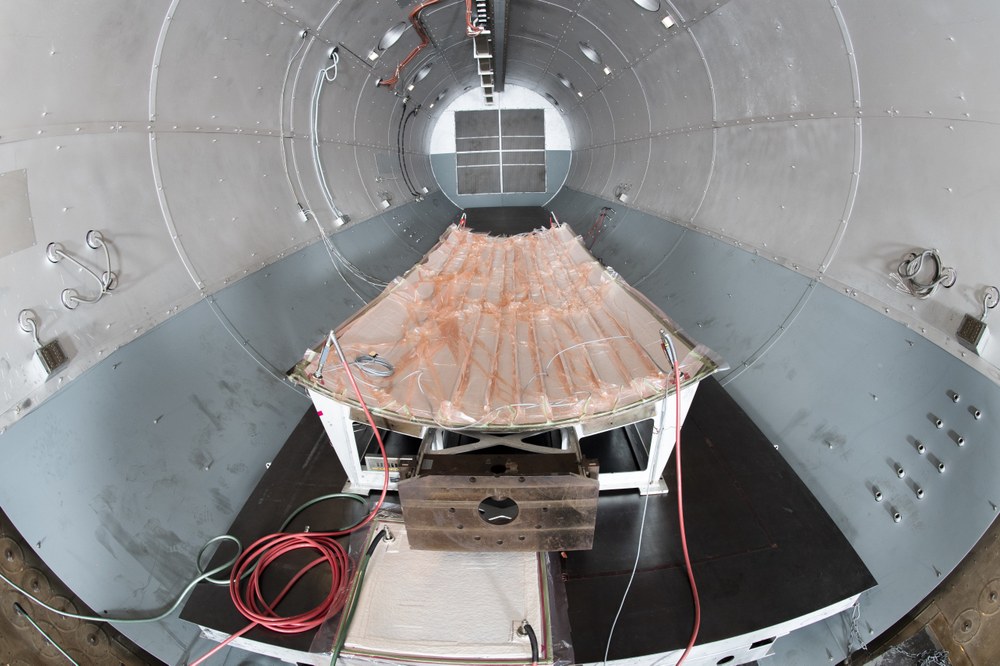
ProfiRumpf - demonstrator in the Stade research autoclave
The Institute of Composite Structures and Adaptive Systems, the Institute of Structures and Design, the Institute of Materials Research and the Centre for Lightweight Production Technology (ZLP) with its sites in Stade and Augsburg of the German Aerospace Center (DLR) have jointly developed automated processes to manufacture components from the high-performance material fibre-metal laminate. In the ProfiRumpf project funded by the German Federal Ministry for Economic Affairs and Energy (BMWi) as part of the aeronautics research programme (LuFo), double-curved fuselage segments made of aluminium-fibreglass laminate were manufactured for the first time with the help of coordinated robots and quality assurance.
Projekt ProfiRumpf
Your consent to the storage of data ('cookies') is required for the playback of this video on Youtube.com. You can view and change your current data storage settings at any time under privacy.
Projekt ProfiRumpf
The Institute of Composite Structures and Adaptive Systems, the Institute of Structures and Design, the Institute of Materials Research and the Centre for Lightweight Production Technology (ZLP) with its sites in Stade and Augsburg of the German Aerospace Center (DLR) have jointly developed automated processes to manufacture components from the high-performance material fibre-metal laminate. In the ProfiRumpf project funded by the German Federal Ministry for Economic Affairs and Energy (BMWi) as part of the aeronautics research programme (LuFo), double-curved fuselage segments made of aluminium-fibreglass laminate were manufactured for the first time with the help of coordinated robots and quality assurance.







{kind=link}
{kind=link}
{kind=link}