
Ultrasonic welding

DLR
Functional principle
Ultrasonic welding is based on high-frequency vibrations (typically between 20 and 40 kHz) that cause surface friction and viscoelastic heating at the weld. The most important process parameters are the applied pressure as well as the welding time, frequency and amplitude. DLR Augsburg is the world leader in robotic-based ultrasonic welding. Due to many years of experience, the method has already been used reliably in a wide variety of applications.
Test rigs
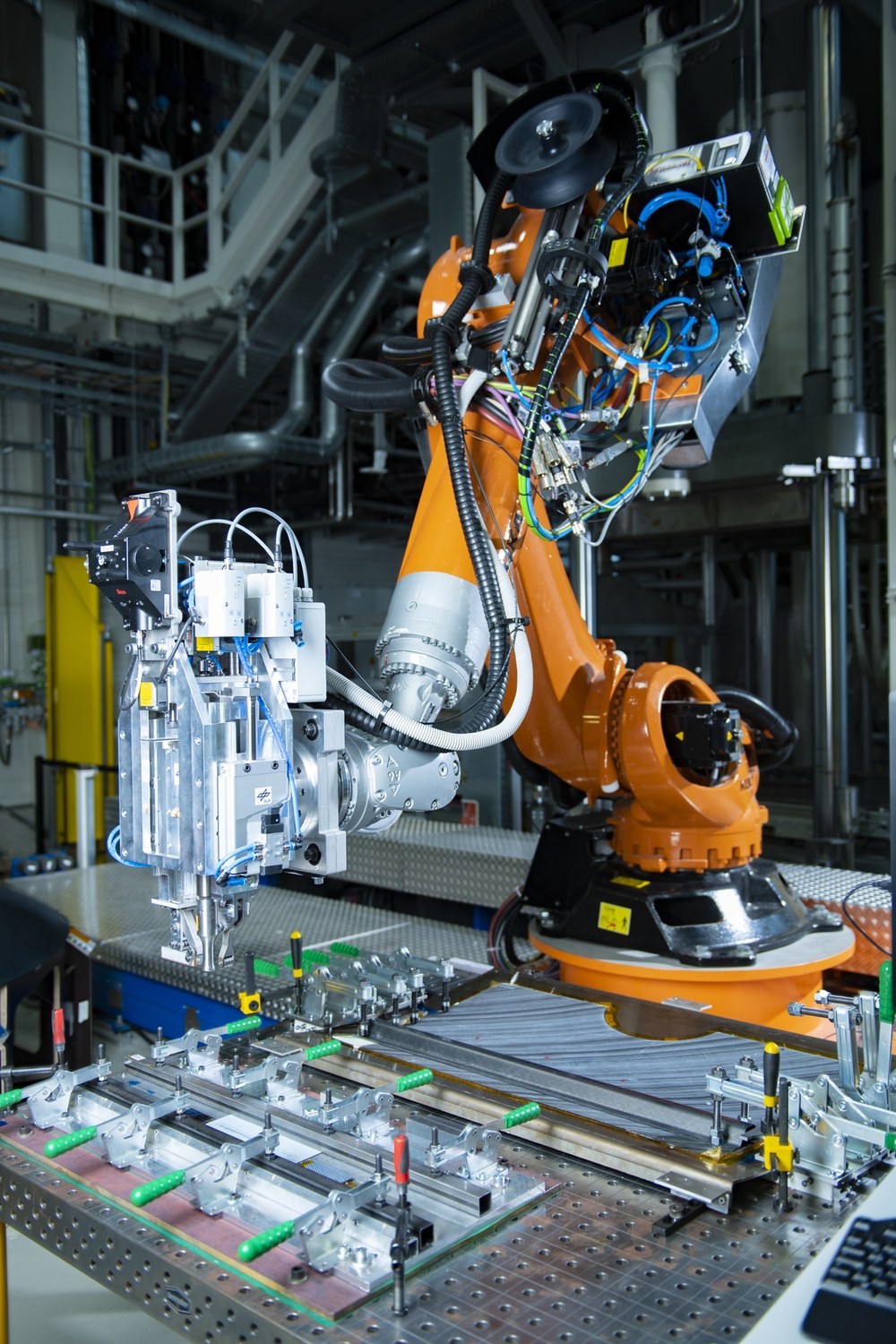
For the full-scale production of components, a robot end effector was designed and implemented at DLR Augsburg. With this, the welding process can be applied to components of any size, limited only by the reach of the robot.
The end effector is equipped with sensors to measure the process parameters, which are recorded at a sampling rate of 1 kHz. This data is used to train artificial neural networks (AI) to predict the strength of the weld immediately after the process.
Application example
The welding of thermoplastic fibre composite components offers the possibility of rearranging assembly sequences, e.g. in aircraft production. Currently, in the metallic sector, the aircraft systems are only integrated after the assembly of the structure, as these can be damaged by chips from the riveting process. However, this sequence has the disadvantage that limited accessibility makes assembly much more difficult.
In addition to aerospace applications, there are other areas of application for ultrasonic welding in the field of thermoplastic components, such as mechanical engineering, electrical engineering, the automotive industry, boat building, medical technology and materials handling.