Ziel des Projekts ist die Weiterentwicklung von Strukturen aus kohlenstofffaserverstärkten Hochleistungskunststoffen für die Raumfahrt. In der ersten Hälfte der Laufzeit wurde die Fertigungstechnologie für die Produktion von Feststoffmotoren der Ariane 6 weiterentwickelt. In der abschließenden Phase arbeitet das Institut für Bauweisen und Strukturtechnologie am Design und Bau von kryogenen Tanks für eine Oberstufe eines zukünftigen Trägersystems.
PROCOMP: Wasserstofftank-Demonstrator
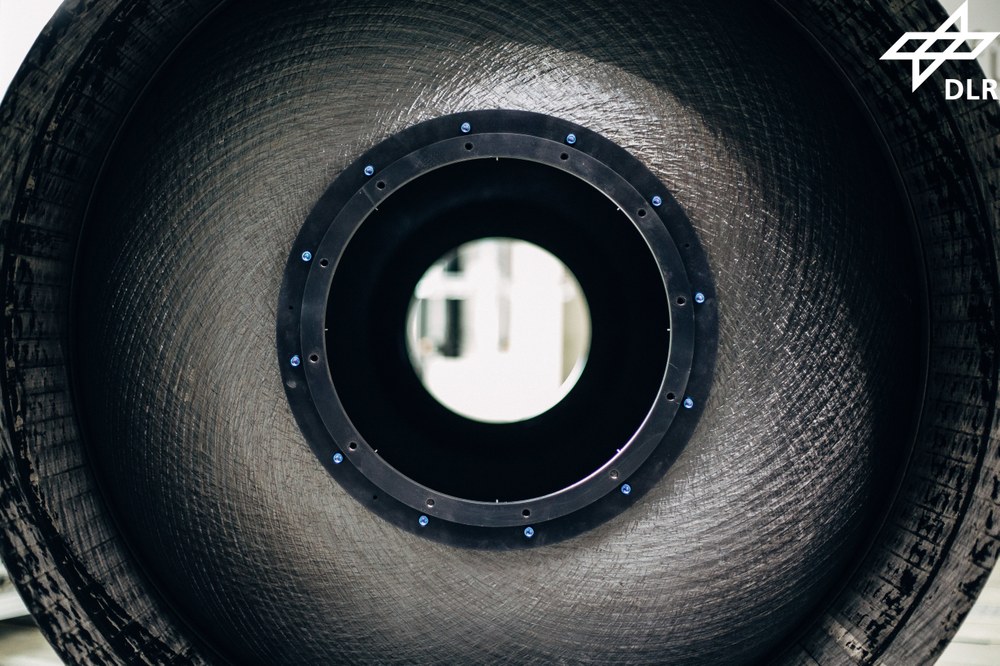
Im Rahmen des Projekts PROCOMP wurde ein Flüssigwasserstofftank aus thermoplastischem CFK für eine zukünftige Generation von Trägersystemen geplant. Der Tank wurde speziell für den Einsatz in der Oberstufe entwickelt, wo die Vorteile von Leichtbaukomponenten am stärksten zum Tragen kommen. Um das Potenzial für Gewichtseinsparungen voll auszuschöpfen, beinhaltet das Konzept für den Tank Überlegungen zur Integration der internen Systeme sowie zur Montage und Integration des fertigen Tanks in die Hauptstruktur der Oberstufe. Dies führte zu einer zweiteiligen Konstruktion, bei der der Hauptteil des Tanks einschließlich einer der Kuppeln, der zylindrische Bereich des Tanks und die Schürzen einzeln aus der zweiten Kuppel gefertigt werden. Beide Teile werden später durch Ultraschallschweißen zusammengefügt. Das endgültige Tankdesign wurde auf einen Außendurchmesser von 1,3 Metern skaliert und hat eine Gesamtlänge von 2,3 Metern. Der Demonstrator wurde als Fertigungsdemonstrator konzipiert. Das Hauptziel bestand darin, die Durchführbarkeit des Konzepts zu zeigen und verschiedene Technologien zu validieren, die derzeit entwickelt werden. Daher wurde der Tank mit einem einstufigen thermoplastischen In-situ-Automated-Fibre Placement-Prozess (AFP) unter Verwendung einer neu entwickelten Xenon-Blitzlichtlampe als Wärmequelle gebaut. Der Fertigungsdemonstrator war nur ein Teil des Projekts. Zu den weiteren Arbeitspaketen gehörten Permeabilitätstests und Tests der mechanischen Festigkeit des In-situ-AFP-Verfahrens auf einer flachen Platte.
Feststoffgehäuse für den Ariane 6 Booster
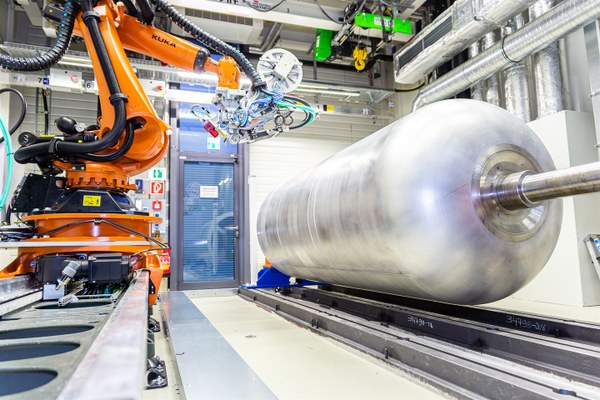
Für die Ariane 6 wurde eine Fertigungsweise mittels Vakuuminfusionstechnologie entwickelt. Bei diesem Prozess wird ein trockener Preform gebaut, der anschließend mit Harz getränkt wird. Dazu wird ein Hilfsstoffaufbau samt Membran und abschließender Vakuumfolie genutzt. Das Harz wird dann unter Vakuum infiltriert und im Ofen ausgehärtet.
Für den Preform hat das Zentrum für Leichtbauproduktionstechnologie in Augsburg einen robotischen Wickelprozess etabliert. Zusätzlich wurde in derselben Anlage das vollautomatische Dry Fibre Placement integriert, das einen innovativen Faseraufbau aus Wickel- und Tapelagen ermöglicht. Um einen qualitativ exzellenten und gleichzeitig wirtschaftlichen Gesamtprozess zu schaffen, wurden alle Automatisierungspotentiale gehoben. So wurde beim Hilfsstoffaufbau erstmals die Vorkonfektionierung von Membranen erprobt und mittels teilmechanischer Vorrichtung Zeit und Ressourcen bei der Aufbringung des Hilfsstoffaufbaus gespart. Zudem wurden alternative Bauweisen zu dem im Vorgängerprojekt definierten Aufbau ermittelt und simuliert.
Alle im Prozess genutzten Anlagen wurden in ein Fertigungsnetzwerk eingebunden und die anfallenden Daten wie beispielweise Wickelkräfte und Temperaturverläufe über eine neue Zeitreihendatenbank abgespeichert. Diese sind aufbereitet und mittels Prozessanalyse ausgewertet worden.
Für die externe thermische Isolation des Motors wurde eine neue Matrix-Kork-Kombination entwickelt und getestet. Sie schützt die Struktur vor den aufschlagenden Temperaturen während des Fluges.
Kryogene Composite Oberstufe für zukünftige Launcher Systeme
Für die weitere Evolution der Ariane Rakete unterstützt PROCOMP die Entwicklung eines Prototyps einer kryogenen Oberstufe. Da die Oberstufentanks mit zahlreichen Systemen wie dem Treibstoffmanagement ausgestattet werden müssen, ist ein Werkstoff, der ausgezeichnet gefügt und weiterbearbeitet werden kann, wünschenswert. Deshalb konzentriert sich das Institut auf den Einsatz von thermoplastischen kohlefaserverstärkten Kunststoffen. Im Projekt werden die verfügbaren Materialien auf ihre Einsatztauglichkeit hin untersucht und das thermoplastische Automated Fibre Placement (TPAFP) inklusive dessen Qualitätssicherung weiterentwickelt. Zum Projektabschluss soll ein skalierter Fertigungsdemonstrator das erreichte Technologielevel demonstrieren und die Technologie gegenüber anderen Fertigungstechniken bewertbar machen.
Materialuntersuchung
Die hauptsächliche Herausforderung eines kryogenen CFK-Tanks besteht in der Abdichtung gegenüber den kalten flüssigen Treibstoffen (LH2, LOX) aufgrund der enorm geringen Atomgrößen der Treibstoffe. Faserverbundwerkstoffe neigen in tiefen Temperaturen zu Mikro-Rissbildung und damit zu Undichtigkeit. Um dies zu unterbinden wurden in PROCOMP Dichtmechanismen auf dem thermoplastischen CFK (CF-PEEK und CF-PPS) untersucht, die den enormen Dehnungsunterschieden beim Betanken der Rakete widerstehen und trotzdem eine hohe Performance zeigen. Zur Untersuchung der Leckagerate ist ein spezieller Prüfstand entwickelt worden.
Für eine simulationsbasierte Auslegung von kryogenen Tanks sind die Materialeigenschaften in tiefen Temperaturen essentiell. Im Projekt werden alle relevanten Daten für thermoplastische CFKs ermittelt, um ein Materialmodell zu erstellen. Es hilft bei der realistischen Auslegung der Tanks hinsichtlich Festigkeit und Gewicht.
Bauweise
PROCOMP entwickelt eine thermoplastische Bauweise eines kryogenen Tanks, der die Vorzüge des Materials optimal ausnutzt. Berücksichtigt werden sowohl die thermischen und mechanischen Lasten als auch eine produktionsoptimierte Gestaltung. Durch die Funktionsintegration einzelner Komponenten soll die Leistungsfähigkeit der Struktur weiter gesteigert werden.
Flashlamp in-situ AFP
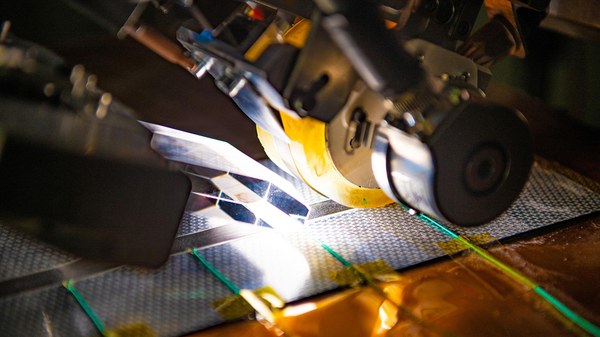
Die Verarbeitung von thermoplastischen CFK-Tapes in einem "Automated Fibre Placement" (AFP) Prozess ist ein additives Verfahren zur Herstellung von Bauteilen. Beim AFP werden Tapes auf einer Zielgeometrie kontinuierlich rollend abgelegt und erhitzt, um eine Anhaftung zu erreichen. In PROCOMP soll eine in-situ Konsolidierung erreicht werden, also die vollständige Konsolidierung direkt bei der Faserablage. Typische Verarbeitungstemperaturen für Hochleistungsthermoplaste liegen bei 310-450 °C. Daher sind laserbasierte Heizquellen mit einer hohen Energiedichte der Standard für thermoplastische AFP Prozesse.
Im Projekt soll eine Xenon-Blitzlichtlampe (Flashlamp) als alternative Heizquelle getestet werden, die aufgrund geringerer Sicherheitsanforderungen interessant für die Produktion in offenen Produktionsumgebungen und von großen Bauteilen ist. Der Energie-Eintrag durch die Blitzlichtlampe ist durch ihr polychromatisches Spektrum und das Absorptionsspektrum des Materials nicht direkt vergleichbar mit einer Laserquelle. Dies kann sich möglicherweise positiv auf den Prozess auswirken. Die Vor- und Nachteile eines Flashlamp in-situ Verfahrens werden umfassend untersucht.
Inline Qualitätssicherung
Der AFP Prozess ist ein komplexer, mechatronischer Prozess bei dem das Zusammenspiel aller Teilsysteme (z.B. Rollenspeicher, Antriebe und Heizquelle) optimal aufeinander abgestimmt sein müssen. Jedes Teilsystem, Sensoren und Aktoren als auch das Material selbst und die bereits abgelegten Tapes, beeinflussen das Ergebnis durch die Summe der einzelnen Toleranzen. Daraus können sich z.B. Abweichungen in der Tapeposition, Lücken/Überlappungen, Ondulationen, Fusselballen oder Lufteinschlüsse ergeben. Um diese Fehlstellen zu finden, werden in PROCOMP drei QS Systeme getestet und weiterentwickelt: Der Tape Profile Sensor, die Inline Thermographie und der Inline luftgekoppelte Ultraschall.
Der Tape Profile Sensor besteht aus einer Kamera und einem Laser, die Einzelkomponenten können beliebig ausgerichtet werden und somit eine Vielzahl an Konfigurationsmöglichkeiten bieten. Mit Hilfe dieser Flexibilität lassen sich die Höhenprofile der stark reflektierenden Tapes aufzeichnen und z.B. Lücken zwischen abgelegten Tapes erkennen. Wandelt man die Höhenprofile in eine Punktwolke um, so lassen sich weitere Fehler extrahieren.
Da der Tape Profile Sensor keine Fehler im Laminat detektieren kann, werden zwei weitere Ansätze verfolgt: Die Thermographie verfolgt dazu das Abkühlverhalten der einzelnen Pixel und generiert Abkühlkurven, die mit der Abkühlkurve eines fehlerfreien Materials verglichen werden. Der luftgebundene Ultraschall erkennt Fehlstellen durch die Phasenverschiebung der Lambwellen. Dabei regt ein Transmitter das Laminat an und ein Receiver nimmt das veränderte Signal wieder auf. Alle drei QS Systeme werden am TPAFP-Kopf hinter der Anpressrolle montiert und messen das abgelegte Tape berührungslos während des Prozesses.
Prozessdatenerfassung
Begleitend zur Fertigung der Bauteile werden in PROCOMP umfangreich Prozessdaten erfasst und ausgewertet. Hierfür wurden sämtliche eingesetzten Anlagen per OPC UA eingebunden. Für die Speicherung der Datenströme wurde in Zusammenarbeit mit der Industrie eine geeignete Serverumgebung implementiert (Kisters FASTQ, KiBiD, 3DViewStation und PKS). In diese fließen kontinuierlich zahlreiche Prozesswerte aus den Anlagen. Zu den Werten zählen Prozesstemperaturen, Soll- und Istwerte von Anlagen, Roboterpositionen und Hallendaten. Während der Fertigung entsteht somit ein Prozessabbild der realen Abläufe in der Fertigungszelle.
Die gespeicherten Daten werden je nach Typ unterschiedlich weiterverarbeitet. Zum einen erfolgt dies mit in PROCOMP implementierten Tools, wie einer eingebetteten CAD Visualisierung oder in Zeitreihendashboards, die nach Bedarf an Bildschirmen an der Anlage verfolgt werden können. Zum anderen aber auch über externe Auswertungstools, in die die Prozessdaten importiert werden. Im Projekt wird gezielt nach Korrelationen zwischen den Datensätzen gesucht. Beispielsweise, ob Bauteilanomalien, die in der zerstörungsfreien Bauteilprüfung gefunden werden, sich bereits in den live mitgezeichneten Prozessdaten abzeichnen. Anvisiertes Ziel zum Abschluss von PROCOMP ist die Demonstration einer datengestützten Prozessbewertung.
A new production and design method for a hydrogen fuel tank
Video: Project PROCOMP
Für die Wiedergabe dieses Videos auf Youtube.com ist Ihre Zustimmung zur Speicherung von Daten ('Cookies') erforderlich. Unter Datenschutz-Einstellungen können Sie Ihre Wahl einsehen und verändern.
Video: Project PROCOMP
A new production and design method for a hydrogen fuel tank