Für die Wiedergabe dieses Videos auf Youtube.com ist Ihre Zustimmung zur Speicherung von Daten ('Cookies') erforderlich. Unter Datenschutz-Einstellungen können Sie Ihre Wahl einsehen und verändern.
Video: Hinzufügen zusätzlicher Funktionen zu großen Faserverbundstrukturen mit SEAM
Die Verbindung aus additiven Extrusionstechnologien (3D-Druck) und Automated Fibre Placement (AFP) kombiniert die Flexibilität des 3D-Drucks mit der Leistungsfähigkeit von AFP-Laminaten und ermöglicht somit die Herstellung von komplexen Verbundwerkstoffkomponenten.
Für die Fertigung endkonturnaher Siliziumcarbid-Keramik (SiC) werden zunächst Grünlinge benötigt. Dabei handelt es sich um thermoplastische Bauteile, die mit Hilfe von selbstentwickelten Feedstocks auf dem 3D-Drucker „Pellet Additive Manufacturing“ (Pollen AM, Frankreich) hergestellt werden. Das auf Granulat basierende System ist ausgelegt auf Feedstocks mit hohem Füllstoffgehalt. Dies ist für eine erfolgreiche Prozessierung zur Keramik notwendig. Pyrolyse und Flüssigsilizierung wandeln den Grünling in eine Keramik um.
Eckdaten Pellet Additive Manufacturing
Bauraum
Ø 300 mm, H = 300 mm
Heizung Bauraum
70 °C + lokale Heizplatte um die Düse ≤ 300 °C
Heizung Build Plate
130 °C
Maximale Drucktemperatur
420 °C
Sonstiges
2 separate Extruder und Material-Reservoirs
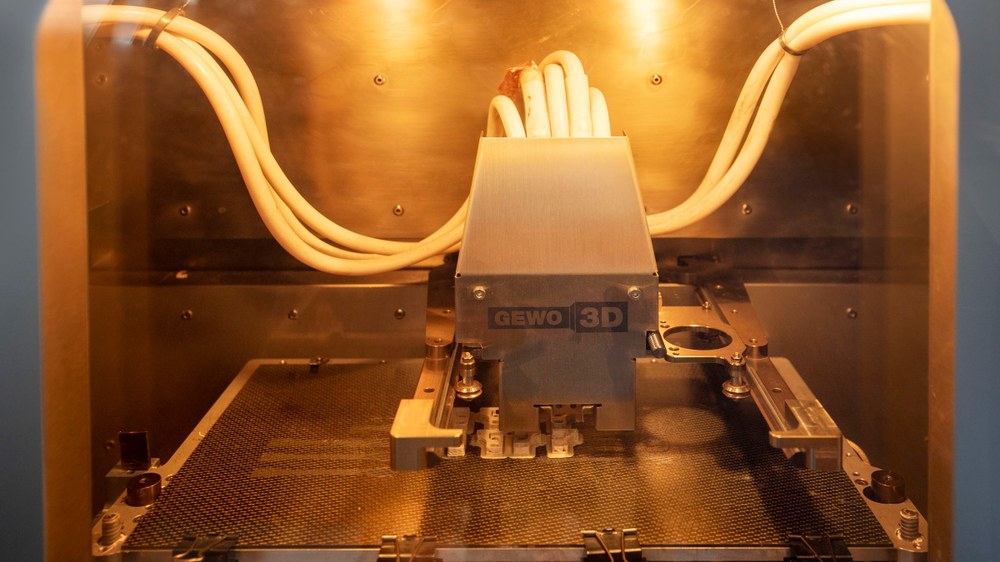
GEWO HTP 260
Strukturen in der Luft- und Raumfahrt unterliegen in der Regel hohen Anforderungen an die eingesetzten Materialien. Für den Einsatz von additiv gefertigten, thermoplastischen Bauteilen müssen dazu Hochtemperatur-Thermoplaste wie PEEK, PPS oder PEI verarbeitet werden können. Dazu ist ein beheizter Bauraum sowie ein beheiztes Druckbett mit hohen Werkzeugtemperaturen notwendig. Um Bauteile aus diesen Werkstoffen mit guten mechanischen Eigenschaften zu fertigen, wird der FFF-Drucker HTP 206 der Firma GEWO genutzt.
Eckdaten GEWO HTP 260
Bauraum
350 x 150 x 170 mm3
Heizung Bauraum
260 °C
Heizung Build Plate
270 °C
Maximale Drucktemperatur
450 °C
Sonstiges
2 Extruder für Multi-Material Druck
Intamsys FunMat HT
Zur Fertigung von Hilfsmitteln aus Engineering Plastics wie PA oder PC sowie der Herstellung von kleinen Bauteilen aus Hochtemperatur-Thermoplasten steht ein FFF-Drucker der Firma Intamsys zur Verfügung.
Eckdaten Intamsys FunMat HT
Bauraum
230 x 230 x 260 mm3
Heizung Bauraum
90 °C
Heizung Build Plate
160 °C
Maximale Drucktemperatur
450 °C
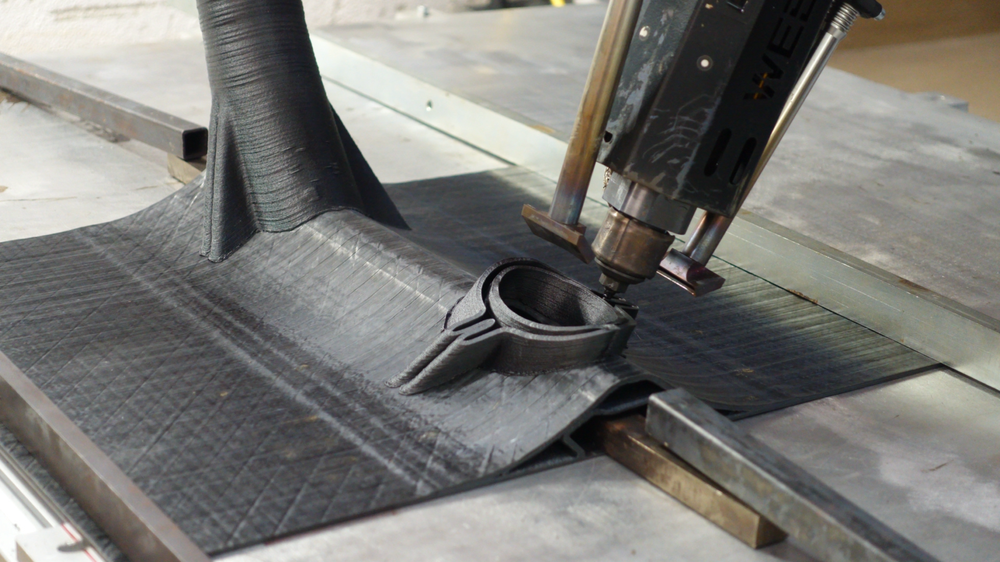
Weber DXR25
Die FGF-Anlage DXR25 (Fused Granular Fabrication) der Firma Hans Weber Maschinenfabrik GmbH ermöglicht den 3D-Druck von großen Strukturen für die Luft- und Raumfahrt. Die Nutzung von Granulat als Halbzeug in einem Schneckenextruder bietet eine große Materialauswahl bei gleichzeitig hohen Austragsraten. Die Kombination mit einem 6-Achs Industrieroboter ermöglicht gleichzeitig mehrachsigen, nicht-planaren Druck in einem großen Bauraum, der potentiell auf die Größe eines Flugzeugrumpfes hochskaliert werden kann.
Eckdaten Weber DXR25
Bauraum
1200 x 800 x 1200 mm3
Heizung Bauraum
nicht beheizt
Heizung Build Plate
180 °C
Maximale Drucktemperatur
450 °C
Industrieroboter
Kuka KR 7
Bauplanung
AISync
Zusätzliches Equipment
Paralleler Doppelschnecken-Extruder Process 11
Für die Entwicklung und Herstellung von Compound für den 3D-Druck steht ein gleichläufiger Doppelschneckenextruder zur Verfügung. Neben der guten Mischwirkung zeichnet sich das Modell Process 11 dadurch aus, dass nur eine geringe Menge Material benötigt wird, wodurch Versuche in kleinem Maßstab und kostengünstig durchgeführt werden können.
Für den 3D-Druck von Keramik muss thermoplastisches Material mit keramischen und kohlenstoffhaltigen Pulvern vermischt werden. Darüber hinaus ermöglicht die in-house Herstellung thermoplastischer Compounds die gezielte Einstellung der Eigenschaften des 3D-Druck Materials durch die Zumischung von Additiven. So können beispielsweise elektrisch oder thermisch Leitfähige, druckbare Materialien hergestellt werden.
3Devo Composer 450
Zur Weiterverarbeitung im FFF-Druck steht ein Einschneckenextruder zur Herstellung von 1,75 oder 2,85 mm Filamenten zur Verfügung.